
Покрытие и декорирование
Этап, на котором изделие преображается – обретает свой уникальный оттенок, блеск или матовость, становится неуязвимым для влажности и бактерий. От качества и типа покрытия зависит не только внешний вид фурнитуры, но и её технические и практические свойства.
Покрытие фурнитуры выполняет разные функции, главная из которых – защитная. Покрытие защищает фурнитуру от агрессивной среды, предотвращает коррозию металла, способствует сохранению функциональности и внешнего вида изделия на протяжении всего эксплуатационного срока.
Декоративная – ещё одна функция покрытия. Оно обеспечивает необходимые эстетические характеристики фурнитуры: блеск или матовость, нужный цвет, визуальные эффекты – например, эффект старения, зеркальность («высокий глянец») и т.д.
В производстве лицевой фурнитуры BOYARD применяются 3 способа покрытия. Все они защищают изделие от коррозии и делают поверхность более аккуратной, завершённой. Но при этом имеют явные, заметные глазу отличия.
Порошковая покраска
Метод покрытия, который отвечает не только за защитные свойства фурнитуры, но и за создание определённого цвета изделия: белого, серого, коричневого, чёрного и т.д. Изделие в лакокрасочном покрытии не будет иметь сильного металлического блеска и не воспроизведёт эффект старения. Что полезно при передаче фактурного, матового цвета (например, «тефлон») или однотонного гладкого монохрома. Например, «Белая коллекция» мебельных ручек покрыта именно таким способом.

Технология порошковой покраски включает в себя несколько этапов:
- Подготовка поверхности перед окраской – обезжиривание.
- Этап окрашивания: краска наносится на детали в виде порошка. После изделия переносят в камеру полимеризации для «запекания» краски. Печи нагревают и плавят краску до получения однородного покрытия.
- Этап сушки в камере при определённой температуре.
Качественная эмаль – залог равномерного и однородного окрашивания фурнитуры, с окраской всех углублений и выемок без подтёков. Плюсы метода – его экологичность для пользователя (при условии использования профессиональной краски), а также экологичность самого процесса окраски.
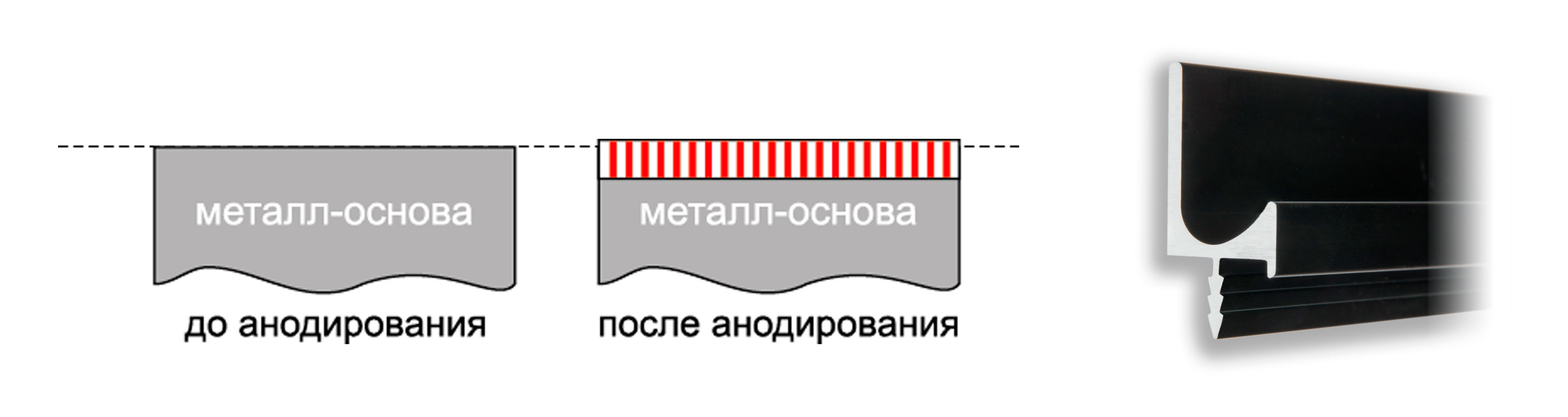
Метод анодирования
Это процесс искусственного окисления алюминия. При анодировании идёт работа с самим металлом-основой, который за счёт окисления меняет свойства поверхности. Деталь, которую необходимо обеспечить покрытием, погружают в электролит – например, раствор серной кислоты, и соединяют со свинцовым катодом, т.е. с положительным полюсом источника тока. При этом электрохимическом процессе выделяется кислород. Он взаимодействует с алюминием, образуя на поверхности детали прочную плёнку. Эффект анодирования можно наблюдать на чёрных профильных ручках, например, на RP001, RP002, RP003, RP004.
Покрытие с помощью гальванизации
Более дорогостоящий и более сложный процесс. Однако он позволяет воспроизводить самые разные металлические оттенки и эффекты, а потому именно этот метод самый популярный в работе с фурнитурой BOYARD. Если кратко, гальваника – это несколько тонких слоёв металла, нанесённых на изделие.
Классическая технология гальванизации подразумевает нанесение на металл- основу нескольких слоёв, например, меди, никеля, хрома, а также финишного покрытия – лака (смеси акрилов). В зависимости от желаемого результата – внешнего вида, запаса прочности, износостойкости, условий эксплуатации будущего изделия (в уличной среде или в помещении, при супернизких или крайне высоких температурах, частых перепадах и пр.) – выбирается количество и характер слоёв (из каких металлов), очерёдность их нанесения, толщина каждого слоя. Суть процесса гальванотехники – электрохимическое осаждение металлов на поверхности изделия в результате разности потенциалов при контакте разных видов металла и электролита.

Специальные ванны наполняются электролитом – раствором, проводящим электрический ток вследствие диссоциации на ионы. В электролит погружаются положительный и отрицательный электроды, на которые подаётся постоянный ток силой до нескольких тысяч ампер, при низком напряжении. Положительный полюс (анод) выполняется в форме пластины из металла (медь, никель или хром), который должен наноситься на поверхность. Отрицательный полюс (катод) подключается к изделию, которое необходимо покрыть. Текущий через ванну электрический ток отделяет ионы металла от анода и откладывает их на поверхности детали, являющейся катодом. Этот процесс обеспечивает равномерный слой покрытия. Чем дольше предмет находится в ванне и чем больше электрический ток, тем толще становится слой покрытия. Минимальный слой металла при этом составляет 25 микрон.

Первый слой для любой ручки всегда медный – он защищает от коррозии. Согласно ГОСТ 9.303-84, нормируемая толщина медного покрытия, нанесённого на цинковую основу, не менее 9 мкм. Вся лицевая фурнитура BOYARD, согласно проведённым исследованиям, имеет толщину медного слоя 9-15 мкм.
Второй слой – никель, он придаёт стойкость. В зависимости от оттенка покрытия, слой никеля может быть совсем тонким – 0,6 мкм (GP) или более плотным – 8 мкм (SC). При снижении толщины никеля (менее 0,3 мкм) ухудшаются защитные и механические свойства. Превышение толщины никелевого слоя (более 8 мкм) может привести к питтингу (появлению мелких «кратеров» на блестящей поверхности), хрупкости покрытия, отслаиванию и, как следствие, сокращению периода эксплуатации фурнитуры.
Далее изделия Мodern получают ещё один слой меди и финишный слой, который придаст ручке нужный оттенок. Фурнитура Тradition – только финишное покрытие.
| Слой никеля в различных оттенках | |
|---|---|
| Фурнитура с покрытием | Толщина мкм |
| GP | 0,3-0,6 |
| SN | 3-3,5 |
| CP | 9-11 |
| SC | 6-8 |
Все декоративные комплектующие BOYARD защищены дополнительным слоем износостойкого лака, в основе которого лежит смесь акрилов. Они безопасны для здоровья человека и широко применяются в стоматологии и косметологии. Лак при этом трудноудаляем. Нанесение финиш-лака, с одной стороны, образует фактуру поверхности (матовая, глянцевая, зеркальная и пр.), с другой стороны, повышает прочностные показатели изделия и увеличивает его долговечность, устойчивость к механическим и химическим воздействиям в процессе эксплуатации.

Интересный факт!
В процессе гальванизации на изделия BOYARD в небольшом
количестве наносятся ионы серебра. Они наделяют продукт
антибактериальным свойством, что особенно актуально для
мебельных ручек, которые постоянно контактируют с кожей
человека. Это не обязательная функция, которую используют
далеко не все организации, но это норма нашей Компании –
дать клиенту чуть больше, чем просто мебельную ручку, позаботиться о его здоровье и безопасности.
Декорирование
Этап, на котором изделие обретает дополнительные элементы декора – эффект старины, патину, инкрустацию стразами, кристаллами, керамикой, перламутром. Этот этап в большинстве случаев – ручная работа. Например, для воспроизведения состаренных оттенков, таких как BAZ - Чернёный старинный цинк, BAC - Брашированная старинная медь, BAP - Брашированное старинное олово и т.п., верхний слой гальваники вручную процарапывают специальными металлическими щётками, после чего втирают в изделие специальную пасту, которая одновременно закрепляет покрытие и затемняет царапины.

Разнотон
Под термином «разнотон» понимается незначительное, еле уловимое глазом расхождение оттенка на ручках и крючках из разных партий, которое заметно только при приближенном рассмотрении изделия в руках. Отличия в оттенках у ручек и крючков BOYARD в разных партиях возможны, но не обязательны.
Оттенок лицевой фурнитуры в разных партиях может отличаться. Это связано с технологией производства фурнитуры. В мировой практике незначительный разнотон в условиях сложного многоступенчатого производства допустим и не является браком. Фурнитура BOYARD не исключение.
Разнотон в партиях BOYARD не критичен для внешнего вида изделий и на фасадах мебели практически не заметен. Однако в одном гарнитуре ручки из двух партий могут смотреться негармонично, поэтому производителям серийной мебели рекомендуется закупать лицевую фурнитуру из одной партии. Трёхзначный номер партии указан на этикетке упаковки BOYARD.

Почему разнотон возможен?
В процессе производства первой партии происходит отладка технологий и растворов покрытия. Гальваническая формула, которая применялась на одной партии, зачастую не может быть полностью повторена для другой партии, ввиду возможной разности сырья, не влияющей на основные качественные и эстетические характеристики изделия. Качество раствора, плотность тока, время процесса нанесения гальванического слоя — всё это является неизменной величиной для одной партии. Однако по прошествии времени, когда запускается другая партия, могут происходить некоторые изменения. Производство лицевой фурнитуры во всём мире включает как автоматизированный, так и ручной труд. В частности, эффекты состаренности на многосоставных оттенках, такие как потертости (BAZ), патинирование (AS), браширование, чаще всего наносятся вручную. Наименее подвержены разнотону состаренные покрытия: AB, EAB, BAZ, AP, MAB и другие.
Абсолютное клонирование сложных оттенков, особенно бронзовых, латунных, цинковых с эффектом браширования (старения), – технологически сложный процесс, который подразумевает бюджет, не сопоставимый с функционалом самой фурнитуры.
Цветовые решения мебельных ручек и вставок
| Условное обозначение | Цвет | Расшифровка |
|---|---|---|
| AB |  | Старинная латунь |
| ABL |  | Старинный чёрный |
| AC |  | Старинная медь |
| AG |  | Старинное золото |
| AL |  | Алюминий |
| AP |  | Старинное олово |
| AS |  | Старинное серебро |
| ASN |  | Старинный сатиновый никель |
| BAB |  | Брашированная старинная бронза |
| BAC |  | Брашированная старинная медь |
| BAF |  | Чернёное старинное железо |
| BAP |  | Брашированное старинное олово |
| BAZ |  | Чернённый старинный цинк |
| BH |  | БУК |
| BG |  | Бежевый |
| BGC |  | Брашированное карамельное золото |
| BL |  | Матовый чёрный |
| Условное обозначение | Цвет | Расшифровка |
|---|---|---|
| BN |  | Чёрный никель |
| Br |  | Коричневый |
| BSN |  | Атласный сатиновый никель |
| BSBN |  | Брашированный чернёный старинный никель |
| BSAB |  | Брашированная старинная латунь |
| BSG |  | Брашированное cатиновое золото |
| CHMP |  | Шампанское |
| CP |  | Хром полированный |
| CrT |  | Прозрачный кристалл |
| CrBI |  | Чёрный кристалл |
| CrW |  | Белый кристалл |
| DB |  | Голубой |
| DBL |  | Чёрный матовый / графитовый |
| EAB |  | Европейская старинная латунь |
| GE |  | Зелёный |
| GC |  | Карамельное золото |
| GP |  | Золото полированное |
| Условное обозначение | Цвет | Расшифровка |
|---|---|---|
| ST |  | Сталь |
| SST |  | Нержавеющая сталь |
| TFL |  | Тефлон |
| W |  | Белый |
| W/G |  | Белый с золотой патиной |
| W_S |  | Белый с серебряной патиной |
| Условное обозначение | Цвет | Расшифровка |
| W 01 |  | Цветы полевые |
| W 02 |  | Роза жёлтая, крупная, с мелкими цветочками |
| W 03 |  | Колосок |
| W 15 |  | Золотой узор |
| W 16 |  | Жёлтый тюльпан |
| W 17 | | Белый |
| BL17 |  | Чёрный |
| Условное обозначение | Цвет | Расшифровка |
|---|---|---|
| GR |  | Серый |
| HCP |  | Глянцевый хром |
| MAB |  | Матовая старинная латунь |
| MBAB |  | Матовая брашированная старинная бронза |
| MBDN |  | Матовый брашированный тёмный никель |
| MBSG |  | Матовое брашированное сатиновое золото |
| MBSN |  | Матовый атласный никель |
| MDN |  | Матовый тёмный никель |
| PCB |  | Старинная бронза |
| OBL |  | Масляный чёрный |
| PN |  | Розовый |
| PRL |  | Жемчуг |
| PT |  | Миндальная бронза |
| RCHMP |  | Розовое шампанское |
| SC |  | Сатиновый хром |
| SG |  | Сатиновое золото |
| SN |  | Cатиновый никель |